

联系方式:13505458844
座机:0535-8337799
公司地址:招远市河东路979号

 回转支承使用与保养
回转支承使用与保养
安装
1.安装前的准备
(1)拆开包装并对照所附合格证及回转支承上标牌,确认与所选型号一致。
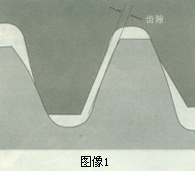
(2)仔细检查外观情况,确认回转支承在运输过程中未受到较大损伤,如严重锈蚀、变形等;确认有无软带标记和齿轮跳动最大位置标记(齿轮要求淬火或顾客有特别要求时)。
(3)安装支架应有足够的刚度,以防止回转支承安装因支架钢度不够,产生变形导致回转支承不能正常工作。
(4)安装平面必须清洁、平整,不得有铁屑、毛边或其他杂物,其平面最好能满足以下表格要求(单排球式)。

(5)安装回转支承应选用强度登记相适应的螺栓。螺栓及螺母应符合GB3098.1及G B3098.2标准要求,禁止使用弹簧垫圈。
2.安装
(1)将回转支承水平吊放在安装支架上,将软带及堵塞位置置于非负荷区、非经常负荷区或轻负荷区。
(2)用塞尺检查回转支承平面与安装平面接触情况,如有间隙,应采用能填充其间隙的材料充实其间隙以防止螺栓扭紧后回转支承变形。
(3)安装螺栓应有足够的预紧力,其预紧力在螺栓上产生的预紧力应在螺栓屈服点的0.6-0.7倍的范围内。
(4)在安装螺栓扭紧前,须进行大小齿轮啮合调整,如图1(侧隙),尤其是齿轮淬火产品,应保证回转支承齿轮跳动最大点(标有绿漆位置)与小齿轮啮合符合要求。
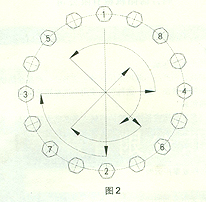
(5)拧紧安装螺栓应在180°方向对称地进行。(如图2所示)
安装后
(1)所有螺栓拧紧之后,应及时清除大小齿轮之间、回转支承上及周围所有杂物,并确保运转时与其它部件没有干涉现象。
(2)缓慢旋转回转支承3周以上,仔细检查其运转是否顺畅,有无异响、停顿现象以及大小齿轮啮合是否正常。
(3)安装好回转支承的设备,在其上面或附近进行焊接作业是不好的。
使用、贮存、保养
1.使用
(1)回转支承出厂时通常注的是3#锂基脂,顾客使用时可根据需要重新填注合适的润滑脂。
(2)一般工作条件下,安装后运转100小时应检查一次螺栓预紧力,以后每运转500小时检查一次,必须保持有足够的预紧力。每7年或工作14000小时之后,更换螺栓。
(3)一般工作条件下,球式回转支承安装后运转100小时后注润滑脂一次,滚柱式回转支承运转50小时后应加注润滑脂一次。以后每运转400小时检查一次并适量加注以保持良好的润滑状态,并做好记录。在灰尘多、湿度大的地区使用时应根据具体情况至少保证每周润滑一次。
及其长时间停止运转前后均应更新润滑脂。每次润滑时必须向滚道内注满润滑脂。加注时应缓慢转动回转支承,使其充分均匀的填充满。
4)回转支承齿面应保证每8—10个工作日清洁换油一次,绝不可混有异物。
要定期检查回转支承密封状况是否完好,如发现封条脱落应及时复位;如有破损应立即更换,以防止异物进入滚道内。
2.贮存、保养
(1)回转支承出厂时滚道已注有润滑脂,且表面已涂有防锈油。回转支承的包装根据顾客需要,有单个包装的,也有整匝包装的。
(2)如不安装使用,应6个月进行一次外表面涂油保养以防止锈蚀,南方地区3个月进行一次外表面涂油保养。回转支承滚道。则应保证1年进行一次润滑保养,保养时要旋转回转支承检查运转是否灵活。所有保养以后均应恢复回转支承初始状态,并用薄膜包装好。
(3)放置回转支承应在无腐蚀性介质、干燥、平整的室内存放,不可浸泡或水淋。
(4)放置回转支承应平稳放置,避免竖直或斜放。平放时(除整匝包装外)每个回转支承之间在圆周方向至少均布放置3-5个垫块,并且上层块和下层块在圆周的位置上应一致。闲置多年的回转支承(尤其雨水多的地方)启用时应检查,检查项目请同我公司品控部或服务部联系。
常见的故障排除
我公司产品自售出之日起,质保期内,除正常保养外未经过本公司许可,请不要拆卸。
1.回转支承转动不灵活。
我公司回转支承在出厂前均经过严格的检验及试运转,均为合格产品,因此如发现有滞留现象时可用如下办法予以排除。
(1)新购产品空转不灵活。请检查回转支承生产日期,如果时间较长(如半年以上时间)、气候较冷,有可能滚道内润滑脂粘性较大导致运转不灵(寒冷地区、冬季较突出)。排除方法:
·加力后如能运转且无其他异常可正常使用;如伴有异响,检查运输过程中有无严重创伤,并将信息反馈我公司售出服务部处理。
(2)安装后运转不灵活。可能为主机安装面与回转支承安装面配合不好,导致安装后回转支承的轴向间隙无法补偿回转支承的变形,回转支承处于负间隙状态,滚动体在滚道内运转困难(有时会伴有异响);或大小齿轮啮合不良;或大小齿轮内卡有异物。排除办法:
·重新加工主机安装平面,使安装平面符合要求;或采用垫片充实法处理。
·重新按要求调整大小齿轮啮合侧隙,特别是注意齿轮跳动最大位置。
·检查确保大小齿轮啮合位置无异物。
·调换一台间隙稍大的回转支承。
(3)使用过程中运转不灵活
·缺少润滑脂,按要求注满
·密封条破损,造成异物进入滚道内(如使用工况较差,滚道内侵入灰尘等)。
·检查大小齿轮啮合情况,有无异物或断齿。如采取以上措施后回转支承仍无法转动,可能为滚道内出现故障,请知会我公司售后服务部处理。
2. 异晌
刚出厂的回转支承在空转时有的会发出钢球滚动的均匀响声,其属正常。回转支承在安装后运转时伴有另种异常的、较大的响声则称为异响。
(1)新产品空转时的轻微异响,转动数十圈后一般会自然消失。如没有消失,则可能为在运输过程中回转支承轻微变形所致,但如运转灵活、正常,可放心安装使用,用过一段时间自然消失。如响声较大或使用一段时间后(一般2-4个月)仍未消失,应及时与我公司售后服务部联系。
(2)装配以后试运行出现异响,应检查安装面是否平整符合要求,如果安装面的不平度达不到要求,会造成滚道形成负间隙产生异响,处理办法同“安装后运转不灵活";或大小齿轮啮合不良,时紧时松,在齿跳最大位置啮合过紧产生异响。
(3)使用过程中产生异响,
(首先应确定是否为回转支承发出的响声,有些钢结构或其他构件发出的响声,常会误认为回转支承发出的响声,因此,可采用停止回转支承转动,其他部件正常运转来判别响声来源)有以下几种原因:滚道内缺少润滑脂,滚动体与隔块碰撞发出响声,此种响声及时注油后即可消除;滚道内混有异物,如砂粒、铁屑等,这种情况往往还常伴有转动困难(一般此种情况在使用工况较恶劣的环境容易出现)。同时还应注意密封条是否破损;安装螺栓松动,导致回转支承弹性变形,变形位置产生负间隙等,排除以上情况,如回转支承仍存在异响请联系我公司售后服务部处理。
3.晃动
回转支承加载后,其间隙大约为出厂检验(三点检验法)的3-5倍,在此范围内可继续使用。
(1)安装螺栓松动,造成工作时晃动。请立即检查所有内外圈安装螺栓并按要求紧固。
(2)支撑回转支承的钢结构刚性不够,加载时产生弹性变形,导致回转支承整体晃动。加大支撑回转支承钢结构的强度。
(3).检查是否超载作业,并严格按规程操作。
(4).长期超载作业并导致滚道压溃,间隙过大。发生此类情况请及时通知我公司售后服务部处理。
4. 断齿
回转支承出现断齿时应保护好现场并立刻通知我公司售后服务部进行分析处理。
(1).断齿常与安装有直接关系,其主要有以下几个方面原因:
.安装时大小齿轮调整侧隙不当,未达到要求,造成运转时两齿轮啮合不良造成断齿。
应严格按要求调整侧隙。
.未按要求在齿跳最大位置与小齿轮进行啮合间隙调整,造成运转时小齿轮在与大齿轮齿跳最大位置啮合时卡死造成断齿。
应在涂有绿漆位置与小齿轮进行啮合调整,并按要求调整后进行试运行。
·大小齿轮轴线不平行,安装后大小齿轮啮合不良,造成断齿。
应保证两齿轮轴线平行。
.回转支承安装螺栓固定不紧,大小齿轮啮合不良,造成断齿。
应按要求紧固螺栓。
(2)使用方面
.违反操作规程,过载并告诉旋转,主机冲撞(扫)障碍物等。
应严格按操作规程要求操作。
·回转支承与小齿轮啮合时有异物卡入。
应保证大小齿轮干净,并经常检查。

